
The definitive guide to the textile ecosystem. We dissect technical KPIs for spinning, weaving, wet processing, and garment costing to optimize mill profitability.
The Textile Ecosystem: Engineering over Tradition
Textile manufacturing is often oversimplified as just “making cloth.” In reality, it is a high-stakes discipline of chemical engineering, mechanical precision, and rigorous data analytics.
For a modern mill owner or sourcing director, understanding the isolated silos of production is no longer enough. A micronaire variation in the blowroom eventually manifests as a barre defect in the dyehouse, and a miscalculated minute in the sewing line destroys the FOB margin.
This master guide dissects the entire value chain—from polymer science to export logistics—establishing the technical baselines required for a profitable operation.
Phase 1: Fiber Science & Raw Material Sourcing
The quality of any textile product is mathematically limited by the properties of its raw material. Whether you are sourcing natural bales or extruding synthetic chips, the physical parameters here dictate the machinery settings downstream.
Natural Fibers: The Cotton Baseline For cotton spinners, HVI (High Volume Instrument) data is the bible. The commercial value of a bale hinges on three critical metrics:
- Micronaire (3.8 – 4.9): Measures fineness and maturity. Deviating outside this range risks dye absorption issues (white specks) or nep formation.
- Staple Length (>28mm): Longer fibers allow for higher spinning speeds and stronger yarn (High CLSP).
- Strength (>28 g/tex): Essential for preventing breakage at the ring frame.
The Synthetic Shift While cotton remains king for comfort, the industry is seeing an aggressive pivot toward Man-Made Fibers (MMF). The polymerization of terephthalic acid and ethylene glycol to create Polyester (PET) has revolutionized cost structures.
Today, understanding How Manmade Fiber Growth Is Reshaping the Textile Value Chain is essential for long-term capex planning, as mills move away from commodity cotton toward specialized blends.
Furthermore, the rise of “smart fabrics” has introduced a new category of materials. Sourcing managers must now familiarize themselves with high-tenacity para-aramids and conductive fibers, a topic we cover extensively in What Are Technical Textiles? A Guide to the 12 Techs
Phase 2: Spinning (The Physics of Yarn Formation)
Spinning is the art of imparting twist to staple fibers to create a continuous linear strand. However, profitable spinning is an exercise in efficiency and defect management.
The primary KPI here is Yarn Realization—the percentage of raw material that actually becomes saleable yarn (typically 70-75% for combed cotton).
Critical to Quality (CTQ) Parameters:
- Count (Ne/Denier): The linear density. Finer counts require higher precision.
- Twist Per Inch (TPI): Higher twist increases strength but reduces softness.
- Unevenness (U%): Measured by capacitive sensors (like Uster), this detects mass variation. High U% leads to fabric rejection.
Technology Selection: The choice of technology defines the mill’s market position.
- Ring Spinning: The gold standard for high-quality, high-strength yarns used in premium apparel.
- Open-End (Rotor) Spinning: Sacrifices some strength for speed (up to 150,000 RPM rotor speed), making it ideal for denim and heavy canvas.
To optimize your blowroom and carding settings, it is vital to understand the Key Drivers of Spinning Efficiency: Staple Length & Fineness, as these two variables dictate the draft limits of your machine.
Phase 3: Fabric Formation (Weaving & Knitting)
This stage converts linear yarn into a planar structure. It represents the heaviest capital investment in the value chain, and the “Cost Per Pick” or “Cost Per Course” is the metric that drives ROI.
Weaving: The Loom Dilemma Weaving interlaces warp and weft yarns at right angles. Modern mills face a strategic choice between Air-Jet and Rapier technologies.
- Air-Jet Looms: Can exceed 1,000 Picks Per Minute (PPM). Ideal for commodity fabrics like sheeting.
- Rapier Looms: Slower but handle complex dobby designs and delicate yarns without breakage.
We analyze this investment decision in our guide on Air-Jet vs. Rapier Looms: Which is Best for Your Mill?
Knitting: The Speed Advantage Knitting creates fabric by interlooping yarn. Circular knitting is the backbone of the t-shirt and activewear industry due to its high throughput. However, the dimensional stability of knits (shrinkage) is a constant challenge compared to wovens.
For a comprehensive breakdown of the machinery landscape, refer to our Textile Processing Machine 2026 Buyer’s Guide.
Phase 4: Wet Processing (The Chemical Value Add)
The dyehouse is where “greige” fabric becomes a finished product. It is also the most resource-intensive stage, consuming vast amounts of water and thermal energy.
The Chemistry of Color The “Right First Time” (RFT) percentage is the single most important KPI in a dyehouse. A batch that requires re-dyeing doubles the cost and halves the margin.
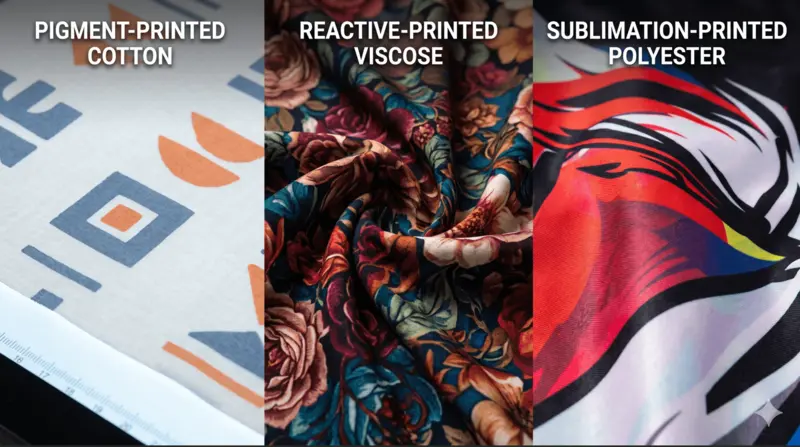
- Cellulosics (Cotton): Require Reactive Dyes, which form a covalent bond with the fiber but demand high salt and alkali loads.
- Synthetics (Polyester): Require Disperse Dyes applied at high temperature (130°C) and pressure to penetrate the polymer structure.
Troubleshooting defects like patchiness or shade variation requires a systematic Root Cause Analysis, which we detail in The 5 Most Common Dyeing Defects and How to Fix Them
Precision Lab Management: Precision in the lab is non-negotiable. Using the Top 5 Spectrophotometers for Textile Dye Labs in 2026 ensures that your lab dip matches the bulk production (Delta E < 1.0), eliminating the subjectivity of the human eye.
The Finishing Touch: Beyond color, “Finishing” provides functionality. Whether it is a mechanical process like Sanforizing to control shrinkage or a chemical application like DWR (Durable Water Repellency), this step defines the hand-feel and performance.
As consumer demand shifts toward performance wear, staying updated on Functional Finishes in 2026: What the Market Demands is crucial for maintaining a premium catalog.
Phase 5: Quality Assurance & Testing Standards
In the B2B textile trade, quality is defined by adherence to ISO, ASTM, or AATCC standards. A “good hand feel” is subjective; a “Pilling Grade 4” is a contract.
Critical Physical Tests:
- Dimensional Stability: Ensuring the fabric doesn’t shrink >3% after washing (AATCC 135).
- Color Fastness: Testing resistance to rubbing (crocking), light, and perspiration.
- Abrasion Resistance: For upholstery and workwear, the Martindale Test is the industry benchmark.
We explain the mechanics of this test in Mastering the Martindale Abrasion Test (ISO 12947)
Phase 6: Garment Manufacturing (The Assembly Line)
Converting fabric into apparel is a labor-intensive process where time management dictates profitability. The efficiency of a sewing floor is measured by the Standard Allowed Minute (SAM).
The Science of SAM You cannot accurately cost a garment without knowing exactly how many minutes it takes to produce. This involves breaking down operations (e.g., collar run stitch, sleeve attach) and applying a performance rating.
A miscalculation here can lead to under-quoting orders and bleeding cash. We provide a step-by-step formula in our guide on How to Calculate Standard Allowed Minute (SAM) in Garment Manufacturing
Phase 7: Technology & Digital Transformation
The modern mill is data-driven. Enterprise Resource Planning (ERP) systems are the central nervous system, tracking inventory from the bale opening room to the finished goods warehouse. Selecting the right software can prevent overstocking and production bottlenecks.
Our How to Choose the Right Textile ERP: A Guide for Mills offers a framework for this complex decision.
Similarly, in the design studio, Computer-Aided Design (CAD) has replaced manual sketching, allowing for faster sampling and pattern grading. Review the Best Textile CAD Software for 2026 to ensure your design team is equipped for speed.
Phase 8: Sustainability & Compliance
Sustainability is no longer optional; it is a license to operate. Western buyers now mandate traceability and reduced carbon footprints.
The Compliance Landscape: Facilities must navigate a complex web of certifications. Bluesign is the gold standard for chemical safety, ensuring that hazardous substances do not enter the supply chain. Managers often ask if the investment is justified, a topic we analyze in The Manufacturer’s Guide to Bluesign Certification: Is the Cost Worth It?
Beyond chemicals, energy measurement is critical. Manufacturers must now audit their Scope 1, 2, and 3 emissions. Learn Know Your Carbon Footprint: How to Measure It and then implement strategies for Reducing the Textile Carbon Footprint to stay competitive in the eyes of global brands.
Phase 9: The Business of Textiles
Ultimately, technical expertise must translate into financial success.
Sourcing Mathematics: A sourcing manager must look beyond the “FOB Price.” The true cost of goods includes freight, duties, insurance, and port charges. Understanding these hidden costs is vital, as detailed in How to Calculate Landed Cost for Textile Imports.
Market Intelligence: Fashion is cyclical, but trends are often predictable. Utilizing color forecasting, such as Colour Alchemy 2026: Fashion’s Emotional Reset, allows manufacturers to prepare their dye tubes and yarns in advance of the season.
For those entering the industry, the path from student to factory manager is demanding. We outline the trajectory in What Can You Do With a Textile Engineering Degree?
Final Takeaway: The Integrated Future
Textile manufacturing is a relay race. A drop in efficiency in the spinning department puts pressure on the weaving shed. A delay in the dyehouse disrupts the garment sewing line.
The most successful manufacturers are those who view these phases not as separate departments, but as a single, integrated ecosystem. By mastering the technical data at every node—from the micronaire of the fiber to the SAM of the stitch—you turn a commodity business into a precision engineering operation.
Bookmark This Guide. The textile industry evolves daily. As we publish new deep dives into specific technologies, machinery reviews, and cost-analysis models, we will update this master file. Consider this your permanent, evolving handbook for manufacturing excellence.

6 thoughts on “The Modern Textile Manufacturing Value Chain: From Fiber Science to Factory Profit”
Comments are closed.