
A Deep, Practical, First-Principles Guide for Modern Dyehouses
Why This Topic Matters
Reactive dyes remain the backbone of cotton coloration—over 55–60% of global cotton is dyed with them. Yet most mills still rely on legacy recipes, struggle with shade reproducibility, face high salt/alkali costs, and encounter persistent issues: tailing in softflow, barre, low fixation, high rewash demand, and elevated COD/BOD loads.
Understanding all dyeing methods—not just the recipes but the chemistry, mechanisms, and operational consequences—is what separates an average dyehouse from a world-class facility.
This blog gives you an industrial, mechanism-level, compliance-aware guide to every major method of reactive dyeing, when to use it, its advantages/limitations, and the process windows that matter.
How Reactive Dyeing Works
Reactive dyes bond covalently with cellulose.
Two reactions dominate:
| Reaction | Mechanism | Impact | Risk |
|---|---|---|---|
| Fixation (Substantive + Reactive) | Dye–Cellulose covalent bond under alkaline pH | Fastness, depth, efficiency | Competes with hydrolysis |
| Hydrolysis | Dye reacts with water instead of fiber | Exhaustion drops | Leads to wash-off load, COD/BOD |
The entire dyeing strategy—salt addition, alkali timing, temperature control—is simply managing three forces:
- Affinity (salt controls migration/exhaustion)
- Reactivity (alkali controls fixation)
- Hydrolysis rate (temperature & pH control)
Different dyeing methods manipulate these three variables differently.
The 7 Major Methods of Reactive Dyeing of Cotton
Here is the industrial landscape.
Method 1: Exhaust Dyeing (Soft Flow / Jet)
Where It Works Best
Knits, hosiery, yarn packages, delicate structures that demand good migration.
How It Works (Mechanism)
Salt drives exhaustion → alkali initiates fixation → temperature controls migration vs. aggregation.
Typical Process Window
| Parameter | Range |
|---|---|
| M:L | 1:6 to 1:12 |
| Temp | 60–80°C |
| Salt | 40–80 g/L (depending on dyestuff class) |
| Alkali | 5–20 g/L soda ash (liquid caustic for darks) |
Advantages
- Excellent leveling
- Good penetration in knits
- Flexible for small lots
Limitations
- Long process
- High salt + high wash-off → high COD/BOD
- Dye hydrolysis during long alkali hold
Best For
- Premium knits
- Hosiery
- Dark shades with high migration need
Method 2: Cold Pad Batch (CPB) Dyeing

Where It Works Best
Woven cotton, sheeting, shirting, terry towels.
Mechanism
High pad pick-up + controlled batching in cool conditions slow hydrolysis and improve fixation efficiency.
Typical Process Window
| Parameter | Range |
|---|---|
| Temp | 20–25°C |
| P/U | 70–80% |
| Salt | 0–20 g/L (often salt-free) |
| Alkali | 10–25 g/L soda ash |
| Batch Time | 6–12 hrs |
Advantages
- Lowest cost per kg among all methods
- Minimal salt → best for sustainability (ZDHC/GOTS aligned)
- Low energy requirement
- Very high fixation
Limitations
- Not suitable for knits (creases, rope marks)
- Requires controlled batching (no temp rise)
- Long batch holding time
Best For
- High-volume sheeting
- Terry
- Shirting
- GOTS-compliant production
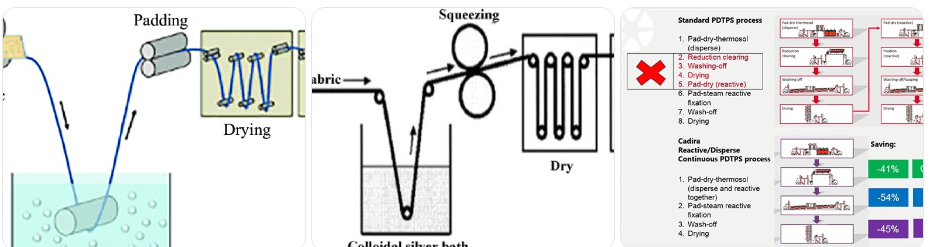
Method 3: Pad-Dry-Cure
Where It Works Best
Pigment-heavy shades, very dark shades on woven, where throughput matters.
Mechanism
High-temperature curing activates dye–cellulose reactivity (especially for HE, ME dyes).
Process Window
| Step | Typical Range |
|---|---|
| Drying | 100–120°C |
| Cure | 150–180°C (dye class dependent) |
Advantages
- Very high productivity
- Shortest process time
- Excellent penetration with modern dyes
Limitations
- Not ideal for bright shades
- Requires excellent stenter control
- Risk of shade variation if moisture varies
Best For
- Denim tops
- Workwear
- Heavy wovens
Method 4: Continuous Pad-Steam Method
Where It Works
High-volume woven plants with continuous dye ranges.
Mechanism
Moist heat fixes dyes rapidly while controlling hydrolysis.
Process Window
| Parameter | Range |
|---|---|
| Steam temp | 102–103°C (saturated) |
| Time | 1–3 minutes |
| Salt | 20–40 g/L |
| Alkali | 10–20 g/L |
Advantages
- Very high throughput
- Short dwell time → less hydrolysis
- Excellent reproducibility
Limitations
- High CAPEX
- Demands line discipline
- Requires stable pH & moisture profile
Best For
- Large fabric mills
- Towels, bed linen
- Solid shades at scale
Method 5: E-Control / Pad-Dry-Pad-Steam (PDP)Where It Works
Plants focused on energy savings, reduced wash-off load, and brand compliance.
Mechanism
Salt-free dyeing using controlled moisture addition just before steaming → reduces hydrolysis drastically.
Typical Parameters
| Parameter | Value |
|---|---|
| Drying | 110–130°C |
| Moisture addition | 15–25% |
| Steam | 102°C, 30–60 sec |
Advantages
- Salt-free → lowest environmental load
- Uniform fixation
- Very low M:L water use
Limitations
- Needs precision equipment
- Limited flexibility for shade depth
Best For
- GOTS / ZDHC aligned mills
- Mills reducing ETP burden
- Fashion/light shades continuous dyeing
Method 6: Semi-Continuous Pad-Dry-Batch
Where It Works
Highly versatile process between CPB and Pad-Steam.
Mechanism
Dyeing is padded, then dried, then batched with alkali added before batching.
Advantages
- Good for mills without steaming range
- More consistent than pure CPB
Limitations
- Crease marks if batching is not controlled
- Requires temp-stable batching room
Best For
- Medium-volume woven mills
- Towels & sheeting
Method 7: Modern Low-Salt / Salt-Free Reactive Systems
Mechanism
Dye structure is modified to increase intrinsic substantivity, reducing dependence on inorganic salts.
Typical Outcomes
- Salt reduction: 40–90%
- Lower COD/BOD by 20–40%
- Lower rewash water use
Advantages
- Best choice for ZLD plants
- Reduced scaling & machine corrosion
- Lower TDS load in ETP
Limitations
- Higher dye cost
- Sometimes lower shade brightness for deep shades
Best For
- Brands with strict RSL
- ZDHC-aligned dyehouses
- Regions with water stress
Comparison Matrix: Which Method Is Best for You?
| Method | Cost | Salt Use | Energy | Shade Depth | Best For |
|---|---|---|---|---|---|
| Softflow Exhaust | Medium–High | High | High | Excellent | Knits |
| CPB | Lowest | Very Low | Very Low | Very Good | Sheeting/Terry |
| Pad-Dry-Cure | Medium | Medium | Medium–High | Strong | Workwear |
| Pad-Steam | Medium | Medium | Low | Excellent | Large Mills |
| E-Control | Low | Minimal | Very Low | Good | Compliance-driven |
| Pad-Dry-Batch | Low | Low | Low | Good | Mid-volume mills |
| Low-Salt Exhaust | Medium | Very Low | Medium | Very Good | ZLD/ETP-sensitive |
Typical Problems & Diagnostic Checkpoints
A senior dyehouse would review these checkpoints systematically:
1. Low Fixation
- Check pH at alkali addition (target 10.5–11.5)
- Verify liquor TDS profile
- Check dye solubility at temp ramp
2. Shade Variation in Continuous Processes
- Moisture profile before steaming
- Pick-up variation ±2% max
- Alkali concentration at pad
3. High Rewash Demand
- Excess hydrolysis due to long alkali hold
- Poor rinsing sequence (first cold, then hot breaks)
- Check machine dead zones in softflow
4. High COD/BOD
- Excess salt
- Use of low-fixation dyes
- Inadequate neutralization after dyeing
Apart from these faults there is this dedicated article specifically for dyeing faults .
Sustainability & Compliance Considerations
Reactive dyeing is under scrutiny due to:
- High salt → TDS load
- High wash-off → COD/BOD
- Alkali discharge
- Energy & water consumption
Methods that strongly align with ZDHC, GOTS, OEKO-TEX, EU compliance:
- CPB
- E-Control
- Low-salt reactive dyes
- Continuous pad-steam with optimized wash-off
If selling to brands:
Always present “process-impact charts” showing TDS, COD, energy, and shade reproducibility.
Final Takeaways
- There is no single best method—the right choice depends on construction, shade depth, production scale, sustainability goals, and customer compliance demands.
- For knits → Softflow wins.
- For wovens & towels → CPB or Pad-Steam dominate.
- For sustainability leaders → E-Control and Low-salt systems are the future.
- The next 3–5 years will see rapid migration toward salt-free and low-water systems, especially in regions under ETP/ZLD pressure.

2 thoughts on “Different Methods of Reactive Dyeing of Cotton”
Comments are closed.